1.案例概况
近日,对两家企业的两台蒸压釜进行检验时,均发现釜齿处存在裂纹缺陷。
其中一台蒸压釜(以下代号蒸压釜A)制造日期为1996年10月,容积为68m³,有4个釜齿存在裂纹缺陷,裂纹长度分别为:5mm、20mm、25mm、40mm。
另外一台蒸压釜(以下代号蒸压釜B)制造日期为2008年4月,容积为23.8m³,有1个釜齿存在裂纹缺陷,裂纹长度为40mm。
(1)裂纹情况见下图。

蒸压釜A裂纹情况

蒸压釜B裂纹情况
(2)磁粉检测情况见下图。
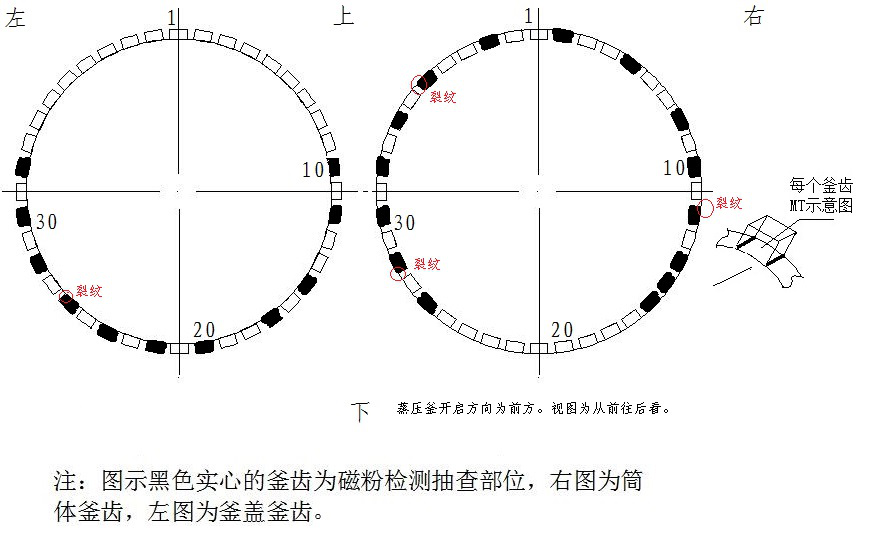
蒸压釜A:釜盖釜齿裂纹有1处:位于顺时针方向数第26个釜齿上侧根部,长约5mm。筒体釜齿裂纹共3处:分别位于顺时针方向数第12个釜齿上侧根部,长约20mm;顺时针方向数第28个釜齿下侧根部,长约25mm;顺时针方向数第36个釜齿下侧根部,长约40mm。

蒸压釜B:筒体法兰编号为A的釜齿根部存在1条长40mm裂纹。
2.风险分析
a.缺陷产生原因:蒸压釜是典型的快开门式压力容器,其生产过程属间歇操作,每隔数小时完成一次工艺过程:装料——升压升温——保压保温——降压降温——出料。工作条件的特殊性和操作状态受力的复杂性,使其难以避免应力疲劳破坏;裂纹萌生处位于两齿啮合处,承受着巨大的交变剪切应力;釜齿几何形状突变,90°直角处应力集中,加速了疲劳裂纹的萌生。
b.蒸压釜由于其结构和使用环境的特殊性,容易产生机械疲劳损伤,长期使用后,釜齿易产生裂纹缺陷,日常维护时,要把裂纹消除在萌芽阶段,不能任其发展至断裂阶段。
3.管控措施
a.及时对缺陷进行维修,打磨消除缺陷并对凹槽进行补强,必要时更换容器。
b.使用过程中严格遵守操作规程,避免在啮合不好的情况下强行关闭釜盖,增加釜齿的应力载荷。
c.做好日常维护保养。
|
扫描手机浏览与分享
|